

マザトロール
先日ちょっいと触れましたマザトロールの対話プログラムですが、あくまで初期のプログラム方法ですが簡単に。
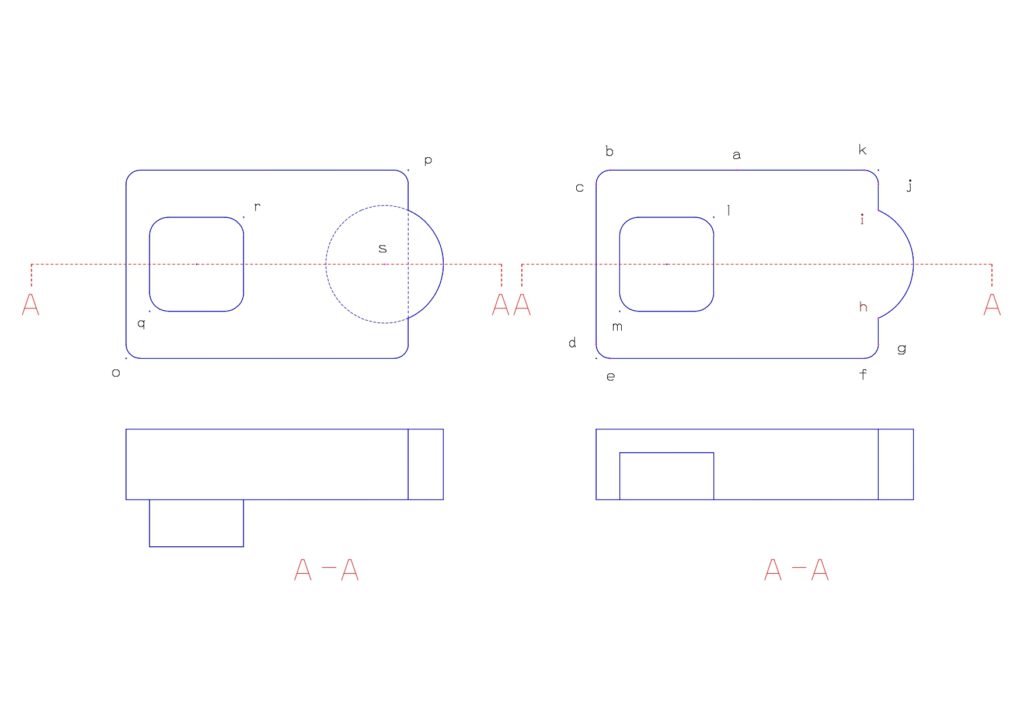
添付左図の様なポケット加工の場合は、ポケット加工四角と言うコマンドから座標oと座標pで直角四角形が出来ます。これにコーナーRと深さを入れれば1段目のポケットが出来ます。
同じ深さで点sを中心にした円でポケット加工。重なる部分の加工時間は無駄になります。
次に座標qと座標rを使って同じ様にポケット加工のプログラムを作ります。
深さはスタートは1段目、深さは2段目までの距離。
ここまでは対話プログラムで単品加工をすれば同じですが、マザトロールは3個の加工を一つのプログラムとして出力出来ます。(ホントざっくりですみません)
これより便利なのがマザトロールの良い所で、ポケット加工任意(ちなみに機械の表示はすべてカタカナ表記だったかな?)というのを選択します。
座標aをスタートし左回りでbへ。CW(反時計回り)のコーナーRで座標cへ。直線で座標d。
同じ様にkを通過してスタートaに戻る任意形状で角m-lの上面までポケット加工。
次に角m-lを残してポケット加工をしなければいけません。
ポケット加工島残しというコマンドを使って先ほどの外周(マザトロールでは海という定義)の範囲を決めたら残す部分(マザトロールでいう島)の角m-lを座標mとl コーナーRで定義します
ここにスタート深さである島の上面の高さから底面までの距離を入れますと定義できます。
これで残し加工が出来ますが底面は取れますが側面は場所によりボコボコに残ります。
なので底面もですが側面も仕上げしろを残して加工します。
外周の内側と島の側面を輪郭加工で仕上げます。
これで加工は完了です(多分)(汗)
その他にも穴あけ、座繰り(ボルトの頭の部分の凹み加工みたいな)線加工など様々
それらを組み合わせて1つの部品を作っていく事になります。
勿論、加工にはその他の諸条件を入れなければなりません。ツール番号、工具長補正番号、刃物径、回転数、送り速度、1回の切り込み深さ、切削量(mm/回 又は刃物の何%)など。
切削条件は被削材に合わせて数種類の条件が入ってますのでそれを使うのも、それをアレンジするのも有りです。
が
今は図面もデータ化され紙図ではなくdxfというデータの時代。
添付の図もCADで書いてますので当然、紙図で出力出来ますがdxfデータで出力できます。
図面をパソコンで書いてるので当然データは存在しますよね。
そのデータを読み込んで外周線をクリックして繋いじゃえば 手打ちで座標も入れなくて
あ~ら簡単 外周定義の座標が全て入っちゃうんです。
こんな感じ(とある会社様のデモ)
https://systemcreate-inc.co.jp/products/it/cadcam/image/mazacam_cadimport.mp4
Gコードの手打ちもそうですが、マザトロールの手打ちも遥か昔なのか・・・
2.5次元辺りは普通のマザトロールで出来る時代みたいですから
byリーゼント印
弊社にもマザトロール付きのマシニングが御座いますよ。
http://www.endokikai.com/catalog/html/products/detail.php?product_id=2369